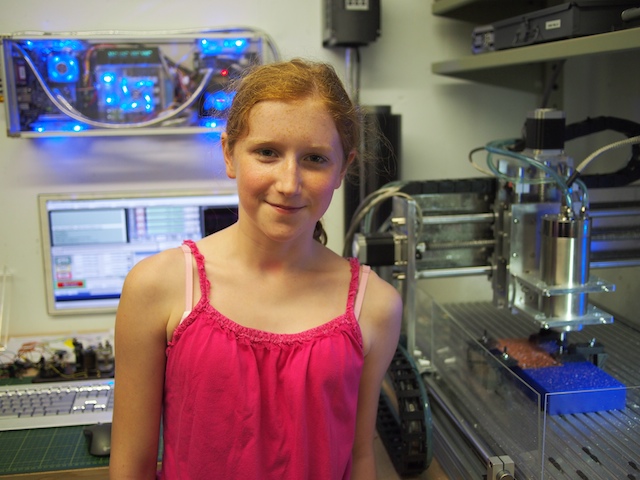
We enjoy machining custom aluminum robot parts on our CNC Mill. One of the best things about a CNC is that it can cut...

We enjoy machining custom aluminum robot parts on our CNC Mill. One of the best things about a CNC is that it can cut...
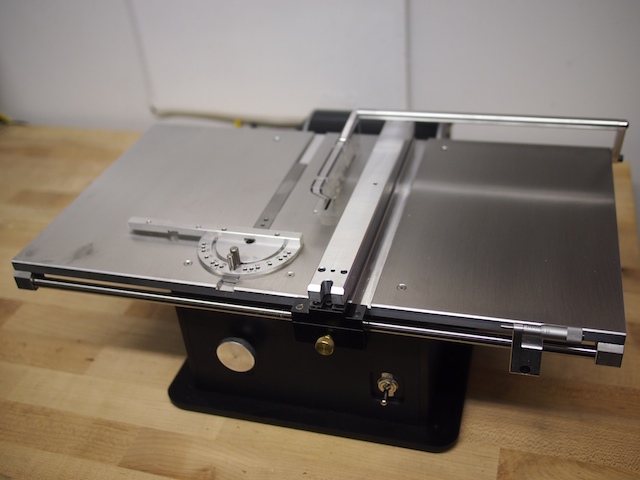
Like many people, I love good quality tools. One of the most important tools we have in our workshop is a mini table...
Today, we worked on the wireless telegraph project. We decided to mount the electronics on brass and copper plates, so...