The Centurion is an automatic-targeting paintball sentry gun. Its purpose is to guard a doorway, alleyway, or any open...
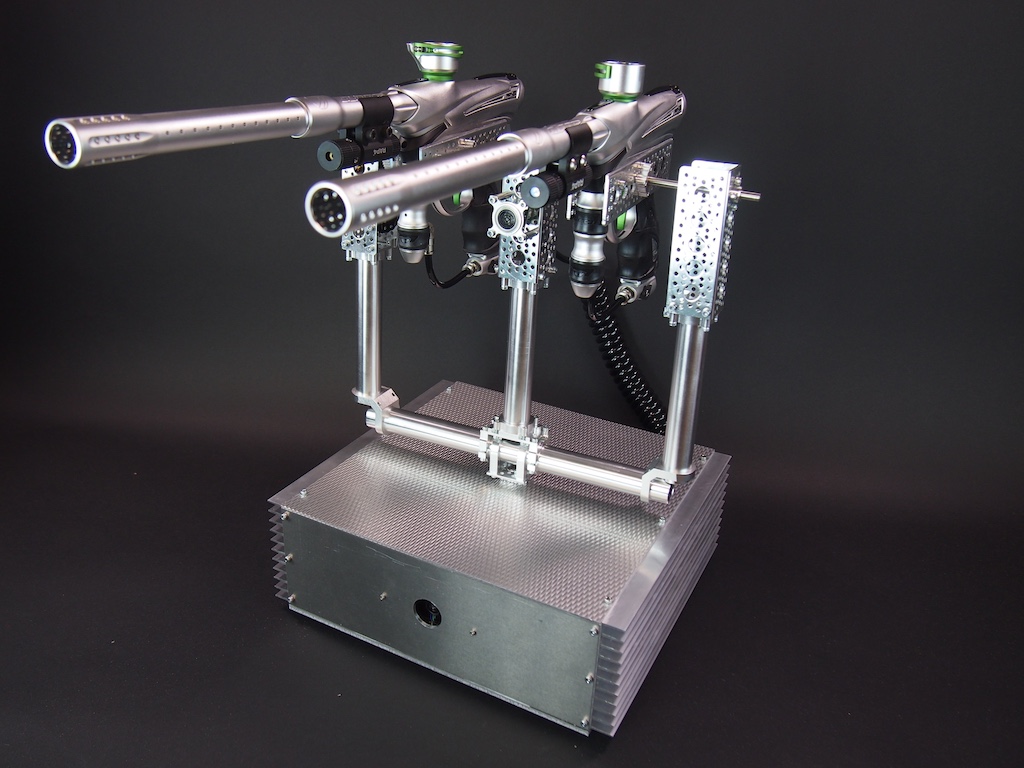
The Centurion is an automatic-targeting paintball sentry gun. Its purpose is to guard a doorway, alleyway, or any open...
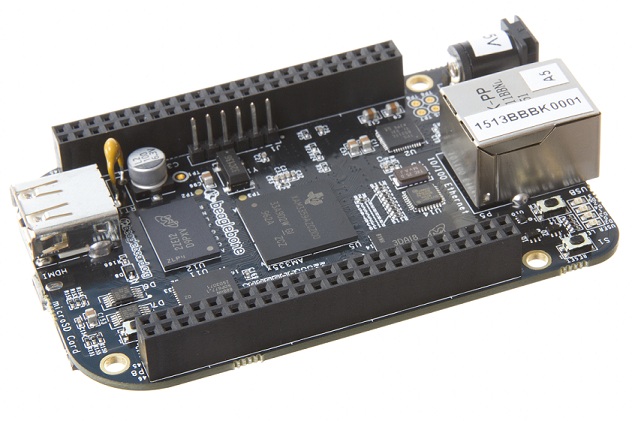
Recently, we started work on a museum exhibit project that requires reading six sensors, controlling eight relays, and...
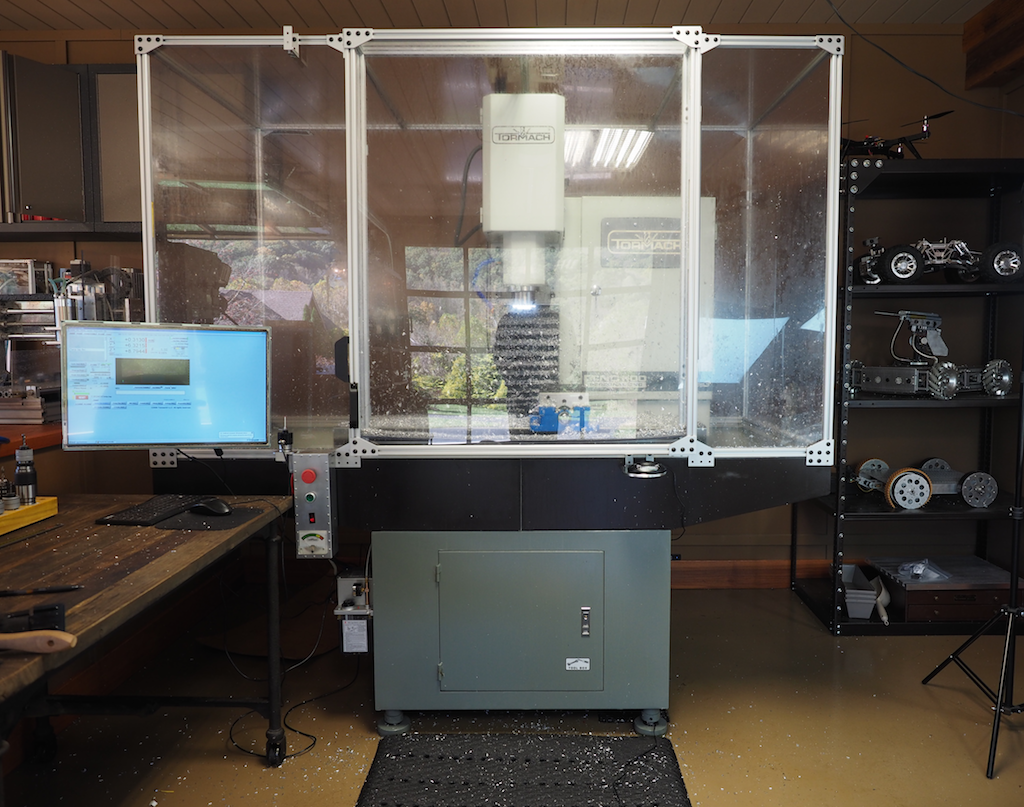
At Beatty Robotics, we’ve made good use of our gantry-style CNC mill over the last few years. We’ve built all our...